
一、概述
RFID仓储管理系统,是基于RFID识别技术为货物识别追踪、管理和查验货物信息的平台.该系统将RFID识别技术和计算机的数据库管理查询相结合,自动识别货物信息,该系统的应用能大大节约人力物力,方便管理,提高效率和准确性,也方便了数据的统计。

二、传统仓储管理系统局限性
1、传统的仓储,采用手工方式,记录方式繁琐,效率低下,容易出错,而且成本相对较高,特别不方便统计和管理
2、订单填写不规范的话不方便收货
3、半自动化的仓储管理系统出入库需要先记录再录入计算机,人为因素比较大,准确度不高,容易出现伪造数据
4、对人员的规范化操作要求比较高,人力资源浪费,管理维护成本比较高
5、两种方式都要求存放货物非常规范,需要定期进行盘点,盘点也不方便
6、不能为管理者实时,快速,准确的提供库存信息以便执行最合理的决策,可能因此失去客户
三、UHF频段应用优点
1、UHF频段具有频段范围宽,读取速度快,识别数量大等优点
2、无源型电子标签免维护,具有使用寿命长的特点,可重复使用节省企业投入成本
3、具有良好的多数量标签防冲撞功能
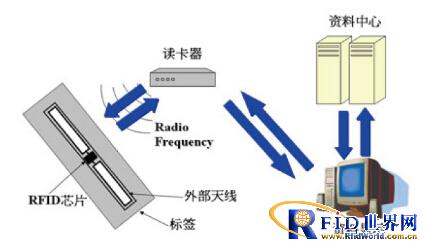
四、系统原理
4.1 系统组成
系统主要由“仓储管理系统软件”、“监控计算机”、“RFID读写器”和“RFID电子标签”组成
安装
为需要管理的仓储物品及承重托盘配发“RFID电子标签”形成一卡一物绑定关系
在出入口安装“RFID电子阅读器”对出入携带有RFID标签的物品进行出入数据采集
4.2 工作原理
当贴有RFID标签的托盘和物品进入读写器识别范围内,读写器读取托盘标签信息并解码后,通过TCP/IP将数据送至中央信息系统进行。
4.3 系统功能架构图

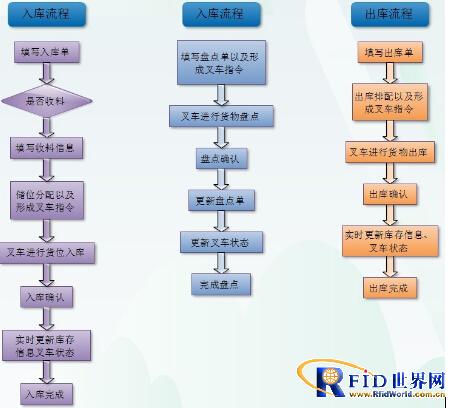
4.4 系统业务流程图
五、系统功能
1、设备管理(RFID阅读器及标签管理)
2、区域管理(RFID阅读器与区域绑定、区域权限配置)
3、货物管理(物品出入库、盘库、销毁管理)
4、审批流程管理
5、异常报警(物品未安排出库、数量告警)
6、人员权限管理
7、故障检测(阅读器故障)
六、系统优势
1、高效完成各种业务操作,改进仓储管理,提高效率和价值
2、全自动化识别出入库物品,无需人员干涉,并且可以同时识别多个物品,提高准确性以及效率
3、快速,准确,自动进行数据采集,实时、精确掌握库存情况
4、缩减盘点周期,提高数据实时性,实时动态掌握库存情况,实现对库存物品的可视化管理
5、实时观察仓库内工作人员的工作情况,掌握工作进度
6、安全管理库存,防止偷盗,恶意破坏等违法行为
7、降低人力以及管理成本
七、产品介绍
7.1 硬件产品
1. ETAG-R520 902~928MHz超高频分体式RFID读写器

|
工作频率: |
902~928MHz |
|
极化方式: |
圆极化 |
|
天线增益: |
8 dBi |
|
电压驻波比: |
≤1.4 |
|
前后比: |
≥20 dB |
|
半功率角: |
Hor: 63°, Ver: 56° |
|
功率: |
10 W |
|
阻抗: |
50 Ω |
|
接头: |
N-female |
|
防雷: |
直流接地 |
|
有效受风面积: |
≤0.2 m² |
|
最大抗风强度: |
60m/s |
|
辐射材料: |
铝 |
|
天线罩材料: |
ABS(白色) |
|
尺寸: |
260 * 260 * 45mm |
|
重量: |
1.2kg |
|
工作温度: |
-10~+60℃ |
|
储藏温度: |
-25~+80℃ |
|
相对湿度: |
5%~95%(无凝露) |
3. ETAG-T521 902~928超高频RFID托盘标签
|
工作频率: |
902~928MHz |
|
支持协议: |
ISO18000-6C |
|
芯片类型: |
H3 |
|
读写类别: |
可读写(512bit) |
|
有效距离: |
5~10m |
|
尺寸大小: |
86*54*0.4mm |
|
封装材料: |
铜版纸或PET |
|
工作温度: |
-20~+65℃ |
|
储藏温度: |
-30~+85℃ |
|
相对湿度: |
5%~95%(无凝露) |
|
安装方式: |
背胶 |