前言
在焦化生产中,推焦车、拦焦车、加煤车(简称3) 大机车) 自动定位控制极其重要。在以往的控制方案中,主要有:
·摄像技术:受环境和物体表面位置的影响较大,如雪、雨、雾等气候,物体表面位置不能使用,没有成功应用的例子。
·条形码技术:对环境和读取条件有严格的要求,不能用于数据动态更新,在焦化生产的各个方面条件较差。
·声表面技术:编码由厂家编写,但数据码长度有限,只能近距离读取,数据不能动态更新,受环境影响较大。
·GPS(卫星定位系统) 技术:可连续定位跟踪,可读写和刷新动态数据。缺点是成本过高,运营成本昂贵,定位精度大于2 m ,不能满足机车定位的基本要求(通常不到10 cm) 。以上4 各种方案存在不同程度的缺陷,在焦化生产中没有得到广泛应用。
济南钢铁集团总公司借鉴了国外先进焦化生产的成功实例,借鉴了前人的经验教训,于2002 10月,与芬兰罗德罗基公司在焦化厂5号合作 # 全新的焦炉RFID (Radio Frequency Identification 无线射频感应识别系统) 机车控制管理方案。实践证明,RFID 无线微波技术对环境适应性强,能抵御灰尘、油污、振动、冰雪、雨雾或蓬布遮挡物的干扰,实现全天候工作,动态存储炉号位置信息,确保3 快速可靠地完成机车定位控制和机车信息管理。实践证明,RFID 无线微波技术对环境适应性强,能抵御灰尘、油污、振动、冰雪、雨雾或蓬布遮挡物的干扰,实现全天候工作,动态存储炉号位置信息,确保3 快速可靠地完成机车定位控制和机车信息管理。
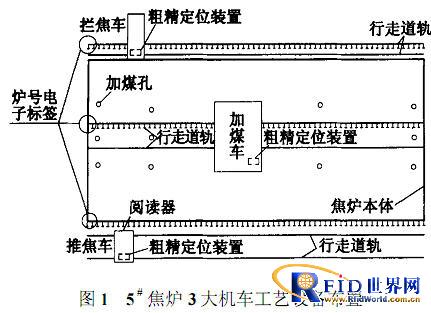
1 焦化机车控制工艺简介 济南钢铁集团焦化厂55 # 焦炉炉孔65 孔;炭化室全长14 280 mm;碳化室有效长度13 480 mm;碳化室有效高度4 074 mm;炉高4 300 mm;炉宽450 mm;炉长14 280 mm;结焦时间16~17 h。整个焦炉配备了推焦车、拦焦车、加煤车、熄焦车、电机车等设备,其中推焦车、拦焦车、加煤车三大机车的联锁控制至关重要。整个焦炉配备了焦车、焦车、煤车、焦车、电机车等设备,其中焦车、焦车、煤车的联锁控制至关重要。焦炉机车控制工艺设备布置见图1。3 引入大型机车自动控制系统RFID技术,完成炉号识别和粗定位控制,与精定位装置和行走机车的变频控制共同实现3 机车之间的全自动控制。以各炭化室中心为界,在推焦车、拦焦车、加煤车的轨道上安装有炉号数据的电子标签,在推焦车、拦焦车、加煤车上安装1 电子标签阅读器和精确定位装置实现了自动粗定位、精确定位、推焦、拦焦、加煤。
 RFID技术机车自动控制
RFID技术机车自动控制