
图1:软件控制模块程序功能流程
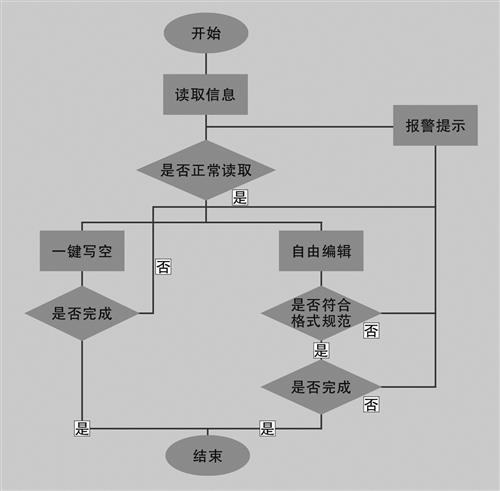
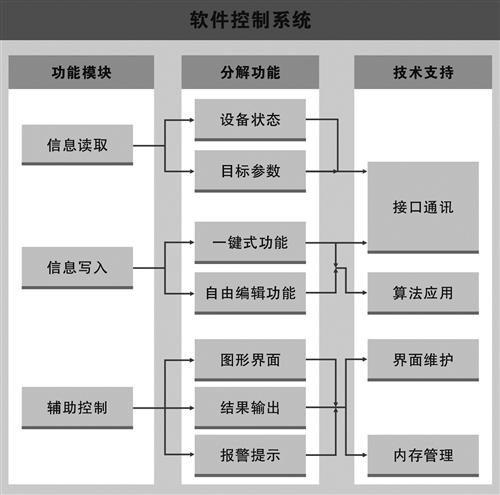
图2:为实现基本读写功能而设计的RFID读写功能块 子色制图
课题背景
宁波卷烟厂制丝车间采用箱式储丝技术,以烟箱为载体,实现烟丝的储存和流通。对信息管理系统WMS数据库和烟箱底部的信息RFID比较卡内信息,实现烟箱防误管理。烟箱信息的修改,除了生产运行中的自动写入、空置和重写功能外,还需要手动修改功能,方便一些特殊烟箱的信息修改。
目前,车间现场配备了手持式RFID读写枪的缺点是显示界面小,字符串连续不分离,无注释,只能用于数据读取,不能修改写入。使用笔记本电脑在线程序修改写入数据是不安全和方便的。因此,操作员每次修改烟箱RFID所有信息都需要很长时间,平均为17.8秒/次,存在一定的错误风险。
原因分析
烟箱在日常生产过程中RFID信息的修改和写入由电气维修人员编写,CT图书馆现场操作人员通过读写卡设备完成。步骤包括:使用带S7西门子编程软件笔记本电脑修改IP地址,接入RFID通过阅读写卡装置所在生产网段的在线程序,通过S7软件变量修改功能,修改和清空几个目标字节。
可见整个修改过程复杂,效率低下。IP地址冲突造成设备脱线等隐患,严重局限于场地和设备。面对大量的写入或写空任务,效率低下的缺点会被无限放大,手动操作出错的概率会大大提高。
解决方案
为解决RFID宁波卷烟厂制丝车间技术团队设计开发了一种移动式信息修改和写入困难的问题RFID卡片信息修改工具。
在硬件方面,选择8H10D-1型IC读卡器作为硬件载体,体积小,质量轻,支持热插拔,方便性高,传输速率高,稳定,符合开发和使用要求。
硬件支持通信MIFARE标准、13.56MHz工作频率、USB转HIT、57600bit/s信息存储格式和传输方式可根据硬件选择确定。同时,根据RFID卡片内容,确定要传输的信息及其特定格式,包括单元ID、状态位、产地、材料代码、批次号、装箱时间、版本号、装箱顺序、水分值、净重、空箱重量。
在确定软件的传输内容和格式后,需要对软件进行整体设计和选择VS2015年编程为开发环境。设计基本读写功能RFID读写功能块如图1所示。
流程如下:1.检测读卡器设备状态,识别读卡器设备状态RFID信息,错误给出相应的提示;2。正常识别后,提取关键信息并转移到主界面,具有读取和空白功能;3。如果应用程序读取功能,进入详细的编辑界面,可以自由修改数据并执行;4。如果应用程序写空功能,保留关键字段并写空部分信息;5。成功或错误,会有相应的提示和报警。
完成RFID读写基本模块后,编辑软件控制模块。程序的功能流程图如图2所示。
在实现软件控制和基本功能后,编辑图片。由于车间现场设备大多采用触摸屏控制,因此采用大按钮触摸设计。
效果验证
目前,在宁波卷烟厂制丝车间烟丝高架仓库区域,共投入运行设备3套(半成品烟丝仓库2套,成品烟丝仓库1套),由电气维修人员管理和维护。
项目实施后,技术人员统计了团队操作人员的使用情况,并在6个月内整理了移动式RFID使用卡信息修改工具。统计显示,单张RFID平均编辑时间为17张.8S降至7.9S,修改编辑的准确率从95.25%提高到99.80%,错误率连续6个月不超过0.30%。
目前,移动式RFID该软件已获得卡信息修改工具的作权。